Консервная тара
Изучение технологии производства жестяных банок, принципов получения герметичных швов в банках, а также типов крышек, применяемых для укупорки стеклянных банок, важно для всех интересующихся вопросами микробиологии консервов, так как сохранение стерильности содержимого банок обусловливается качественным выполнением операций получения герметичных швов и закатки.
Производство жестяных банок
В самом начале развития консервной промышленности жестяные консервные банки изготовлялись целиком вручную. Все швы получались путем пайки. Заполнение банки пищевым продуктом осуществлялось через небольшое отверстие, вырезанное в крышке банки, которое затем закрывалось жестяным кружком или колпачком и запаивалось. Очевидным недостатком таких банок была затруднительность заполнения их крупными кусками пищевого продукта и эффективной очистки внутренней поверхности банок перед наполнением. В результате указанных затруднений, а также роста потребности в консервной таре был разработан современный тип санитарной банки, состоявшей из цилиндрического корпуса с запаянным продольным швом и концами (крышки и донышка), которые не припаивались, а закатывались двойным швом. За исключением немногих видов пищевых продуктов, санитарные банки почти совершенно вытеснили все другие виды банок, применяемых для консервов. История развития жестяно-баночного производства описана в работах американских исследователей.
Высокая производительность современных консервных заводов и само назначение консервной тары, заключающееся в герметической укупорке пищевых продуктов, вызывает необходимость в высокой точности всех операций производства консервных банок. Успех этих операций зависит в основном от использования жести равномерно высокого качества.
Прокатные станы с ручной подачей, применяемые для горячей прокатки листовой стальной основы, постепенно вытесняются станами непрерывного действия для холодной прокатки рулонной жести. Жесть холодного проката обладает лучшими механическими свойствами и более равномерной толщиной, в результате чего повышается качество продукции в жестяно-баночном производстве. Расширяется применение электролуженой жести для некоторых видов консервов. Оловянное покрытие наносится более равномерно электролитическим способом, чем при горячем лужении жести, но толщина его меньше; поэтому, как правило, банки из электролуженой жести подвергаются лакировке для получения дополнительного защитного покрытия. Электролитический способ лужения жести дает значительную экономию олова и других материалов при производстве жестяных консервных банок.
Для затаривания некоторых видов плодов, овощей и мяса требуется дополнительная защита белой жести лакировкой независимо от метода лужения (горячего или электролитического), чтобы предохранить продукт от химического взаимодействия с металлом банки. Лак наносится на листы жести перед их раскроем. Однако полученная этим способом пленка лака при изготовлении банки подвергается механическим повреждениям. Для устранения этих повреждений применяют пульверизацию готовых банок лаком или наносят лаковую пленку на готовые банки методом электроосаждения. Ниже приводится краткое описание производства жестяных банок.
Заготовки для корпусов
Заготовки для корпусов получают на автоматических машинах, осуществляющих резку белой жести дисковыми ножницами, изготовленными из закаленной стали. В высокоскоростном производстве двойные дисковые ножницы режут листы жести в одном (продольном) направлении и передают их на вторую секцию, в которой листы режутся в поперечном направлении; в результате получаются заготовки корпусов (корпусные бланки) требуемых размеров. Весьма важно, чтобы эти заготовки были абсолютно прямоугольными.
Производство корпусов
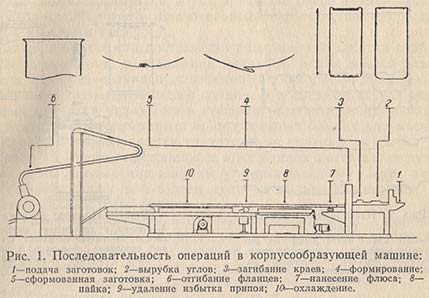
Цилиндрические корпуса из заготовок изготовляют на корпусообразующей машине, автоматически выполняющей несколько последовательных операций. Во-первых, каждая заготовка проходит через устройство, выравнивающее и несколько сгибающее заготовку. Затем углы заготовки вырубаются таким образом, чтобы концы шва состояли только из двух слоев металла, когда продольный шов банки делается в замок. Значение вырубки углов становится ясным при получении двойного закаточного шва. После вырубки отгибаются края, оставшиеся для образования продольного шва, таким образом, что в результате отгибания одного края заготовки вниз, а другого вверх образуются крюки. Затем загнутые края покрываются флюсом, после чего заготовка превращается в корпус при помощи формующего патрона (или рога), к которому она прижимается двумя «крыльями». Продольные загнутые края корпуса зацепляются один за другой и по мере расширения патрона (или рога) плотно сжимаются и уплотняются ударом молотка в специальных канавках вдоль длины патрона. После вторичного нанесения флюса на наружную сторону продольного шва корпус поступает на паяльный вал, который вращается в ванне с расплавленным припоем и центрирован таким образом, что припой наносится на продольный шов в момент прохождения корпуса. Немедленно по выходе с паяльного вала избыток припоя удаляется со шва щеткой. Перед выходом с корпусообразующей машины корпус обдувается струей холодного воздуха для охлаждения припоя на продольном шве.
Образование фланцев. С корпусообразующей машины корпуса поступают на фланцеотгибочную машину, где они центрируются между двумя фланцеотгибочными патронами, входящими в оба конца корпуса. Эти патроны передвигаются по направлению один к другому, заставляя края корпуса отгибаться наружу и образуя одновременно фланцы на обоих концах корпуса.
Производство концов жестяных банок
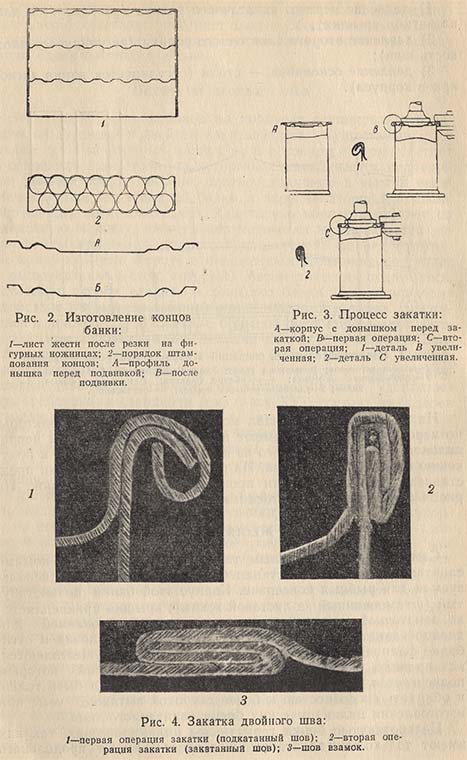
Полосы, из которых штампуются концы банок, нарезаются из листовой жести машиной, называемой фигурными ножницами. С точки зрения снижения отходов считается более экономичным штамповать концы в шахматном или фигурном порядке, а не прямыми параллельными рядами. Концентрические (расширительные) кольца на донышках и крышках банок выштамповываются на автоматических прессах и предназначаются для свободного расширения концов в процессе стерилизации; таким образом снижается напряжение на швах банки. Другим преимуществом наличия таких колец является быстрота вспучивания концов при порче содержимого банки. Кроме того, упругость концов с такими кольцами содействует получению качественного двойного шва.
После подвивки краев внутрь на завивочной машине наносится прокладка из пасты, представляющей собой раствор или эмульсию каучука или какого-либо другого материала, обладающего такой же упругостью.
Прокладочная паста, для подсушки которой концы пропускают через сушилку, уплотняет шов и обеспечивает его герметичность, так как заполняет мельчайшие неровности между двумя слоями металла в шве.
Получение двойного шва
Закрепление концов банок на корпусах осуществляется закаточной машиной и двойной закаткой шва. Существуют различные типы закаточных машин, но в основном все они состоят из основания, или стола, на который устанавливается подлежащая закатке банка, патрона, плотно входящего в выступ верхней части шва над крышкой банки, и пары закаточных роликов, работающих последовательно. Как только корпус поступает на закаточную машину, на него автоматически накладывается донышко, подвитые края которого приходятся на фланец (отогнутые края) корпуса. Корпус с наложенным донышком поступает на вышеуказанный стол, который, автоматически поднимаясь, заставляет патрон входить в донышко банки. Затем приходит в действие первый закаточный ролик, который, плотно прижимаясь к донышку и вращаясь с большой скоростью вокруг него, подкатывает подвитые края донышка под фланец корпуса. Второй закаточный ролик (с меньшей глубиной канавки) плотно прижимает подвитые края донышка и корпуса к последнему. Готовый двойной закаточный шов, который должен удовлетворять требованиям стандарта (см. главу XV), состоит из 5 слоев металла, а в месте пересечения с корпусом - из 7. Если бы шов у корпуса банки был сделан в замок, то двойной шов в месте соединения с продольным швом состоял бы из 11 слоев металла. В результате вырубки углов у заготовки корпуса устраняются 4 слоя металла.
При правильно выполненной операции получения двойного шва последний обеспечивает эффективную герметичную укупорку, но всякое отклонение в процессе его получения может дать шов, неспособный выдержать даже умеренное напряжение или механическое повреждение и в результате вызвать течь банки и последующую порчу содержимого. Получение механически качественных швов возможно только при применении качественного и тщательно отрегулированного оборудования; содержание закаточных машин в надлежащем состоянии очень важно для устранения потерь продукта в результате течи банки. Кроме того, весьма важно часто и регулярно подвергать осмотру швы банок после закатки; даже при самой тщательной регулировке закаточной машины в начале смены могут происходит различные отклонения в установке, которые могут вызвать в конце концов серьезные неполадки.
Получение нормального поперечного шва при закатке основано на трех главных факторах:
1) давление первого закаточного ролика (регулируется длина загиба крышки);
2) давление второго закаточного ролика (регулируется плотность шва);
3) давление основания - стола (регулируется длина загиба краев корпуса).
На качество готового шва могут влиять и другие факторы, но перечисленные выше имеют наибольшее значение, и неправильная регулировка одного из них неизбежно приведет к получению некачественного шва. На рис. 1, 2 и 3 схематически представлены разные операции производства жестяных банок. На рис. 4 показаны микрофотоснимки частей шва банки.
Типы жестяных банок
Самым распространенным типом жестяных банок, помимо санитарной, является жестяная банка овальной формы, используемая для рыбных консервов. Корпус этой банки цельнотянутый (штампованный из листовой жести); крышка прикрепляется на закаточной машине, специально сконструированной для двойной закатки овальных банок. Раскрой, штамповка и отгибание фланцев цельнотянутых овальных банок осуществляются, как правило, одной операцией. Ввиду напряжений, которым подвергается жесть при штамповании, она должна быть толще и обладать способностью к более глубокой вытяжке, чем при изготовлении цилиндрических банок санитарного типа.
Цельнотянутые банки герметичнее цилиндрических, так как имеют только один закатанный шов, вовсе не имеют продольного шва и, следовательно, нахлестки металла. Недостатком цельнотянутых овальных банок является трудность получения равномерного шва. Ввиду наличия двух радиусов разной длины закаточные ролики должны работать по широкой и узкой дуге, в результате чего давление закаточных роликов на шов неодинаково. При образовании крюка на коротком радиусе банки металл может прогнуться, и устранить это очень трудно. Поэтому самая слабая часть шва овальной банки обычно наблюдается на коротком радиусе.
Затруднительность достижения равномерной закатки особенно ясно выражена в отношении овальных банок малых размеров и особенно велика в отношении мелких банок прямоугольной формы, применяемых для сардин. В последнем случае очень малый радиус в углах банок приводит к образованию складок на жести. В конусообразных прямоугольных банках для мясных консервов обнаруживаются значительные складки на углах; доведение до минимума складок в этих банках достигается путем некоторого уменьшения ширины угловых фланцев. При этом, разумеется, крюки шва в этом месте несколько короче, чем на прямолинейных швах банки.
С целью компенсации неизбежных механических дефектов швов в прямоугольных банках иногда применяются толстые резиновые прокладки. В настоящее время такие прокладки заменяются толстым слоем прокладочной пасты, применяемой в производстве цилиндрических жестяных банок.
Для некоторых видов продуктов требуются банки специальной формы; изготовление таких банок до сих пор осуществляется вручную. Швы, как правило, запаиваются (внахлестку) простым припоем, и течь появляется в них сравнительно редко.
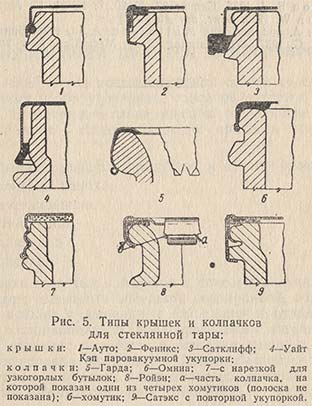
Укупорка стеклянной тары
Широкий ассортимент стерилизованных нагреванием пищевых продуктов выпускается в стеклянных банках, герметически укупоренных металлическими крышками из белой лакированной жести или алюминия. Для некоторых видов консервов, например мяса, мясных и рыбных паштетов, применяются прокладки из бумаги для устранения контакта содержимого с металлом, в результате которого может произойти изменение цвета продукта или коррозия металла крышки.
Основным принципом герметизации всех видов крышек для стеклянных банок является использование уплотняющей прокладки, плотно удерживающей металлическую крышку на банке и точно прилегающей к бортику. Для таких прокладок применяются кольца из мягкой резины или же прокладочная паста, которая накладывается в канавку (загнутые края) металлической крышки и для уплотнения подвергается подсушке или нагреванию. Способы укрепления крышек на банках могут быть подразделены на три категории - механические (крышка Феникс), с применением частичного вакуума (паровакуумный способ) или же комбинированный - механический с вакуум-укупоркой (колпачки Гарда и Омниа).
Механический способ укупорки. При укупорке крышкой Феникс прокладка плотно прилегает к бортику банки и крышка укрепляется на банке металлической полоской при помощи машины; нижний край полоски входит под выступающий бортик стеклянной банки, а верхний край подвертывается под бортик крышки. При применении таких крышек банки можно укупоривать при атмосферном давлении или с предварительным эксгаустированием. Вариантом может служить крышка с канавкой, проходящей не по всей окружности бортика банки; крышка этого типа навинчивается на четырех хомутиках на горле банки и, вследствие этого можно вторично укупорить банку после удаления удерживающей металлической полоски.
Вакуум-укупорка. Паровакуумная крышка Компании Уайт-Кеп и крышка Энкорвак являются образцами крышек, для которых используется принцип укупорки под вакуумом. Как только наложена крышка, воздух вытесняется из незаполненного верхнего пространства банки струей пара; после укупорки в верхнем незаполненном пространстве образуется вакуум, и крышка плотно удерживается на месте. Можно применять такие крышки для консервов, подвергающихся стерилизации после наполнения, но в таких случаях стерилизация должна осуществляться в автоклаве, в воде с противодавлением. Преимущество этого способа заключается в возможности достижения высокой производительности закатки (до нескольких сотен стеклянных банок в минуту). Этот метод укупорки стеклянных банок с консервами широко применяется в США.
Комбинированный способ механической и вакуум-укупорки. Образцом крышек, используемых в Англии при указанном методе укупорки, является крышка Гарда. Зубчатые края крышки слегка подвиваются к горлу банки, на которое накладывается паста из поливинилхлорида. При расфасовке варенья вакуум получается в результате горячего розлива. Паровакуумная укупорка может быть осуществлена при применении крышек Гарда путем инжекции сухого перегретого пара под низким давлением в незаполненное верхнее пространство перед накладыванием крышки.
Узкогорлые бутылки
Бутылки укупоривают при помощи дисков или колец, плотно удерживаемых на горле бутылок и обладающих соответствующей упругостью. Для укупорки бутылок применяются разнообразные материалы, включая натуральные или комбинированные пробки, пробки с прокладкой из пергамента и другой бумаги, прокладочные пасты. Наиболее широко распространены следующие виды колпачков для бутылок.
Винтовые колпачки (чаще всего из алюминия) используются только для бутылок с нарезкой на горле. Бутылки с наложенными на них не имеющими нарезки колпачками помещают в машину, в которой при помощи роликов на колпачке получается оттиск нарезки, имеющейся на горле бутылки. Такая укупорка вполне герметична и применяется при горячем розливе консервированных соусов и подобных им продуктов.
Расширяется применение колпачков из пластического материала, схожих с вышеописанными алюминиевыми колпачками, за исключением лишь того, что нарезка на них наносится предварительно. Их преимущество заключается в неподверженности коррозии.
Колпачки Кроун. Принцип конструкции таких колпачков, широко применяемых для укупорки бутылок с пивом, минеральной водой, фруктовыми соками и другими напитками, заключается в том, что укупорочный прокладочный диск удерживается на горле бутылки крышкой из белой жести, которая укрепляется при помощи подвивки на машине. Колпачок снимается с бутылки каким-нибудь рычажком и не предназначается для повторного использования.
Колпачки с вакуум-укупоркой. Этот тип колпачков широко применяется в США но в Англии пока еще большого распространения не получил. Конструкция различных типов крышек для стеклянных банок схематически показаны на рис. 5.