Контроль состояния банок
Экспертиза жестяных консервных банок так неразрывно связана с качеством консервов, что исследование герметичности баночных швов должно рассматриваться как весьма существенный раздел бактериологического исследования консервированных продуктов. Бактериологическое состояние консервов может быть определено методом высева культур, микроскопическими и другими анализами; эти методы не дают указаний на состояние герметичности баночных швов в случае порчи консервов и на источник этой порчи, т. е. является ли она результатом некачественного выполнения швов, сильного микробиального загрязнения охлаждающей воды, слишком сильных напряжений на швы или других дефектов шва.
Показателем удовлетворительного шва банки является его воздухонепроницаемость. Это обстоятельство, естественно, привело к использованию вакуума или давления воздуха для обнаружения негерметичности швов. Одним из таких методов является испытание герметичности банки при помощи сжатого воздуха во время нахождения ее под водой, причем отверстия в банке обнаруживаются появлением пузырьков воздуха. В 1952 г. был предложен вакуум-метод для испытания герметичности банок, являющийся, по утверждению разработавшего его исследователя, весьма чувствительным.
Затруднения, связанные с испытанием банок на герметичность, были перечислены Сандерсом, доказавшим, что банки не всегда реагируют одинаково при испытании их герметичности различными способами. По мнению автора данной книги, отрицательные пробы на наличие неплотностей шва в наполненных стерилизованных банках, в особенности подвергшихся порче, следует рассматривать с большой осторожностью. Банки, в которых бактериологический анализ содержимого показал нарушение герметичности, могут впоследствии оказаться герметичными в результате закупорки неплотностей шва содержимым банки. Это подтверждается частым превращением негерметичных банок в бомбажные, причем течь в шве так плотно закупоривается, что в банке создается давление, в результате которого банка может лопнуть. Отмочка или другой способ обработки для размягчения и отмывания частиц продукта, укупоривающих течь в шве, не всегда приводит к положительным результатам, по-видимому, вследствие того, что укупоривающий материал находится внутри шва и недоступен для отмачивающего раствора.
Метод Биос является микробиологическим испытанием герметичности шва. По этому способу банки заполняются питательной средой, затем подвергаются закатке, стерилизации и охлаждению в воде, инфицированной микроорганизмом, способным образовать газ в среде, находящейся в банках. По окончании термостатной выдержки производится анализ нескольких бомбажных банок. Таким путем можно получить много полезных сведений, но практическое применение этого способа в основном ограничивается испытанием герметичности уплотнительных паст и новых типов закаточных швов.
В промышленности принято мнение, что при определении качества баночных швов весьма существенное значение имеют осмотр и измерение размеров швов и их элементов. При этом следует отметить, что только сравнительно крупные дефекты шва могут быть определены путем осмотра и измерений; невозможность определить наличие ряда других дефектов шва указанным путем заставляет подозревать их присутствие в части испорченных банок, если данные бактериологического анализа указывают на нарушение герметичности шва. Допускаются отклонения в размерах шва на 0,013-0,025 мм; при этом не всегда в достаточной мере учитывается, что длина бактерии в среднем составляет менее 0,13 мм, вследствие чего инфекция может попасть через шов, даже доброкачественный по наружному виду.
Нарушение герметичности (течь) банок со швами, доброкачественными по наружному виду, может быть вызвано рядом факторов, к которым относятся: сильно загрязненная охлаждающая вода, напряжение на швы вследствие избыточного давления внутри банки в результате резкого снижения давления пара в конце процесса стерилизации, а также нарушение герметичности уплотнительной прокладки в результате повреждения шва. Как правило, такие нарушения герметичности баночных швов преобладают в жидких или водянистых консервах, вероятно, потому, что в более вязких консервах, например густых супах, все микроскопические каналы в швах закупориваются содержимым банки.

Размеры швов нормальных жестяных консервных банок промышленного производства должны соответствовать определенным нормам, если измерения проведены по стандартной методике. Размеры шва зависят от установки машины и состояния ее частей. Они в большой степени взаимозависимы, и если размеры хотя бы одного элемента баночного шва отклоняются от нормы, это обстоятельство вызывает аномалию всего шва. До некоторой степени размеры шва зависят от толщины жести и от равномерности ее механических качеств, а также от количества и даже способа наложения прокладочной пасты.
Важнейшие размеры шва показаны на рис. 29. Измерения производятся при помощи прибора с микрометрическим винтом или при помощи специальных мерительных линеек для замера швов, обычно изготовляемых жестяно-баночными компаниями.
Отбор банок для исследования
Весьма важно, чтобы заключения, касающиеся большого количества испорченных банок, не были основаны на испытании лишь одного или двух образцов. В любой партии консервов должно быть лишь весьма незначительное количество негерметичных банок; норма - несколько менее 1 банки на 1000. Такие дефектные банки могут получиться вследствие ряда причин, трудно поддающихся контролю. Несомненно, главной причиной является неосуществимость безукоризненного изготовления всех, баночных швов без исключения. При наличии резкого увеличения процента испорченных банок свыше установленной нормы причиной порчи обычно являются какие-либо дефекты в технологическом процессе изготовления банок, которые могут быть обнаружены при исследовании шва в направлениях, указанных ниже. Поэтому ясно, что случайный отбор одной или двух банок из партии испорченных банок может привести к ошибочным результатам, если отобранные банки относятся к типу с неявно нарушенной герметичностью.
Если обследуемая партия банок не слишком велика, следует подвергнуть осмотру и испытанию не менее 10% банок от данной партии после установления основных особенностей, имеющихся у большинства банок. При наличии большой партии исследуемых банок выявление дефектов может быть облегчено тщательным отбором банок для детального исследования.
Легче всего можно выявить негерметичные банки с умеренным нарушением вакуума и течью; очевидный дефект обнаруживается в таких банках в месте нахождения течи. Если в данной партии имеется довольно большой процент таких банок; их надо отобрать для исследования. Весьма важно, чтобы отобранные банки имели особенности, одинаковые для большинства банок данной партии; если общей чертой является отсутствие явной течи (негерметичности), то все отобранные банки должны относиться к этому типу.
Методика осмотра банок должна быть следующей:
1. Общий предварительный осмотр банки для обнаружения явных дефектов, например прободения или трещины.
2. Осмотр закатанных швов
а) контур;
б) наружные размеры;
в) размеры и состояние крюков;
г) сцепление крюков.
3. Осмотр продольных запаянных швов (шов в замок или внахлестку).
Общий предварительный осмотр
Прежде всего необходимо произвести визуальный осмотр всех банок данной партии. С помощью лупы необходимо тщательно осмотреть банку на присутствие булавочных отверстий, трещин и других дефектов в корпусе и донышках. При отсутствии таких дефектов следует произвести наружный осмотр швов банки. На основании предварительного визуального осмотра опытные работники могут обнаружить дефекты в контуре швов; для подтверждения существования этого дефекта необходимо будет только вскрыть или разрезать шов. Например, удлиненный шов с нормальным выступом верхней части шва над крышкой банки неизменно указывает на наличие короткого крюка фланца крышки, а узкая закругленная форма шва указывает на его неплотность.
До некоторой степени видимое вытекание содержимого через какой-либо шов может иметь важное значение в отношении диагноза дефекта. В качестве общего указания можно принять, что если концы бомбажной банки при легком надавливании большим пальцем пружинят, то течь указывает на наличие механически дефектного шва. С другой стороны, если давление внутри банки настолько велико, что банка образует жесткий бомбаж, то факт просачивания содержимого через шов должен расцениваться с осторожностью, так как при очень высоком давлении внутри банки содержимое может вытекать даже через плотные швы нормального качества.
Исследование закаточного шва
Большинством исследователей признается, что шов следует рассматривать как единое целое и не судить о его качестве только по наружному виду, наружным размерам или размерам его отдельных частей. Основными пунктами исследования закаточных швов являются следующие:
1. Контур. Очертания шва не должны иметь острых краев, но в то же время шов не должен иметь шаровидной или закругленной формы. Закругленные швы обычно образуются при чрезмерно сильном нажиме роликом 1-ой операции, вследствие чего получается прочный завиток, сопротивляющийся последующему давлению ролика 2-ой операции. В результате имеем неплотный шов с искривленным крюком крышки. В верхней части шов должен быть достаточно, но не чрезмерно сплющен.
2. Толщина шва. Колебания в толщине листов жести в разных точках одного и того же листа чрезвычайно затрудняют разработку общепринятых условий для определения толщины шва. Однако в толщине самого шва не допускается никаких колебаний, кроме нормального утолщения в месте соединения закаточного шва с продольным. Это утолщение относится за счет наличия двух добавочных слоев металла в указанной точке. Измерения должны производиться в нескольких точках по окружности. Для жести средней толщины, например 0,25 мм, толщина шва должна быть порядка 1,52 мм, но основным показателем герметичного шва является правильность подворота крюка фланца крышки.
Отклонения в толщине шва могут относиться за счет изношенности патрона, остатков смазки или грязи на нижнем патроне, вызывающих скольжение банки во время операции закатки, за счет слишком затянутого ролика 2-ой операции, изношенных подшипников, вызывающих осевое смещение патрона, или за счет неравномерного наложения пасты.
3. Длина шва. Согласно бюллетеню английской фирмы Металл Бокс Компани рекомендуются следующие размеры швов:

Небольшая часть банок данной партии может иметь отклонения в длине шва выше указанных. Однако при условии отсутствия избыточной подвивки крюков фланца крышек и банок со слишком короткими швами и правильного сцепления крюков у банок со слишком длинными швами - такие банки вряд ли дадут течь.
4. Зубцы. В точке пересечения с продольным швом длина закаточного (поперечного) шва увеличивается с соответствующим уменьшением длины крюка конца банки. Причиной этого является утолщение металла в нахлестке продольного шва. Увеличение длины закаточного шва в этой точке называется зубцом; увеличение это не должно превышать 20% длины остальной части шва.
Обычными причинами аномального зубца являются: избыток припоя в нахлестке продольного шва, избыточное давление на закаточные ролики и слишком длинный крюк, полученный в результате сильного давления нижнего патрона. При наличии аномального (слишком большого) зубца металл в этой точке может дать трещины или сильно поцарапаться закаточными роликами.
5. Длина крюка. Чтобы отделить крюки для исследования и измерений, необходимо сделать надрез шва. Лучшим способом является следующий.
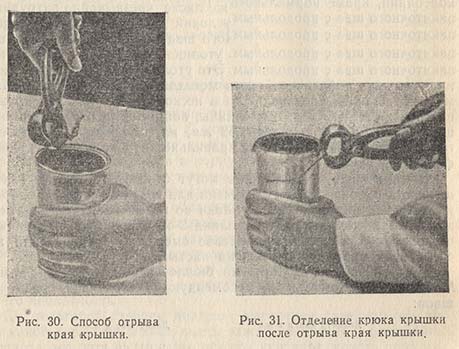
При помощи фрезы срезают крышку банки, оставляя фланец шириной около 6,4 мм. Затем этот узкий фланец отрывают от банки клещами (щипцами), используя верхний край банки в качестве опоры для инструмента. Если этот фланец можно снять короткими рывками по направлению кнаружи, то линия разрыва легко проходит по верхнему краю шва. После вскрытия шва щипцами (клещами) и осторожного отделения оставшейся части крышки от верхней части крюка корпуса клещами (щипцами) обнаруживается, что крюк крышки может быть легко отцеплен. На рис. 30 и 31 показан этот способ удаления части фланца и крюка крышки.
Наружная длина обоих крюков должна быть измерена в нескольких местах, так как она может быть неравномерной в различных точках. Фирма Металл Бокс Компани рекомендует принять за норму следующие размеры крюков корпуса и крышки:

Даже при правильной регулировке закаточной машины может получиться банка с коротким или длинным крюком; однако такие банки не должны рассматриваться как дефектные, если отклонения в длине крюков от оптимального размера не превышают 0,254 мм и зацепление крюков не превышает 45%.
Основной причиной укороченного крюка корпуса является недостаточное давление нижнего патрона. Оно может также возникнуть при слишком большом зазоре между закаточными роликами и патроном; в числе других причин можно указать на укороченную заготовку, т. е. слишком узко раскроенную заготовку (бланк) корпуса и неровно отбортованную.
Следует также отметить, что край крюка корпуса в месте нахлестки швов неизбежно укорачивается, причем верхний слой металла образует угол с нижним слоем у их нижних краев. Это объясняется невозможностью согнуть два слоя металла по одинаковой дуге.
Укорочение крюка крышки обычно получается из-за недостаточного подгибания фланца крышки под край корпуса роликом 1-й операции. В связи с тем, что в этой точке фланец должен обернуть два слоя металла, крюк крышки неизменно бывает несколько укороченным у нахлестки продольного шва. Весьма возможно, что многие случаи негерметичности банок, в которых механические дефекты незаметны, возникают в результате указанного нормального укорочения крюков в перекрытии продольного и закаточного швов.
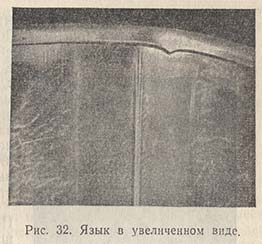
Также весьма важно, чтобы крюки не были слишком длинными. Избыточное давление нижнего патрона, в результате которого получается слишком длинный крюк корпуса, вызывает соответствующее уменьшение длины крюка крышки; что оказывает влияние на степень зацепления двух крюков; кроме того, оно содействует образованию зубцов и языков (рис. 32).
6. Подвивка крюков. Крюки не должны иметь избыточных морщин и складок. Присутствие последних указывает на неплотность шва; на правильно закатанном шве морщины и смятость должны быть по возможности заглажены роликом 2-й операции. Для банок с малым диаметром некоторая смятость у крюка крышки допустима, если швы не слишком плотные, с последующим риском появления срезов, избыточных зубцов или других дефектов. Крюки на банках более крупных размеров должны быть почти совершенно свободными от мелких помятостей и складок.
Обычно применяется балловая система оценки этого дефекта в зависимости от глубины складок вдоль крюка (рис. 33). По этой системе максимальная морщина (т. е. проходящая по всей длине крюка) оценивается в 5 баллов; занимающая 3/5 длины крюка - в 3 балла. Для мелких банок допускается оценка в 1 и 2 балла. Опыт автора показал, что избыточная волнистость крюков является одним из наиболее важных показателей недоброкачественности закаточного шва.

7. Сцепление крюков. Полезное действие поперечного шва обусловливается главным образом его герметичностью и правильным зацеплением крюка крышки с крюком корпуса банки. В инструкции фирмы Металл Бокс Компани особо отмечается, что главным основанием установления стандартных размеров для швов жестяных банок и их элементов является получение гарантии в плотном и правильном (в отношении размеров) зацеплении указанных крюков. Поэтому в стандарт оценки качества шва должно быть включено измерение или испытание правильности зацепления крюков корпуса и крышки банки. Такое испытание может быть проведено путем треугольного среза (рис. 34), проведенного через шов ювелирной пилой (тонким напильником), и исследования места сцепления крюков при небольшом увеличении под микроскопом или при помощи калиброванной лупы. В инструкции рекомендуется пользоваться следующей формулой для вычисления степени зацепления крюков в % от теоретического максимума зацепления:
Размеры зацепления в % в любой точке по окружности шва могут быть вычислены, если известны толщина жести и длина крюков и шва в этой точке. Для рабочих испытаний размеры зацепления в % следует вычислить только в одной точке, против продольного шва. Однако если размеры других элементов шва отклоняются от нормы, то вычисления следует производить в нескольких точках по окружности шва. Размеры нахлестки в шве правильной конструкции должны быть выше 45%; швы с нахлесткой ниже указанной величины должны рассматриваться как не вполне качественные. В указанную инструкцию включена номограмма, в которой приведены проценты зацепления для крюков и швов различной длины.

Дефектная пайка
Дефектная пайка швов в замок или внахлестку почти всегда сопровождается вытеканием содержимого банки. При явно выраженном недостатке припоя на жести около дефектного места часто появляются темные пятна, указывающие на подтек содержимого во время стерилизации. Однако в некоторых случаях наличие мельчайших каналов позволяет микроорганизмам проникнуть в банку без вытекания содержимого; поэтому нельзя считать шов доброкачественным только на основании отсутствия следов вытекания содержимого банки. Для исследования мест соединения внахлестку необходимо разделить швы, причем в первую очередь отделяют оба конца банки (поперечные швы). Крюк корпуса, образованный находящими один на другой краями, выравнивается при помощи отвертки или другого подходящего инструмента. Затем, крепко сжимая плоскогубцами корпус около края внутренней нахлестки и отворачивая его наружу, разделяют нахлестку (рис. 35). При наличии ясно выраженного недостатка припоя края нахлестки разделяются легко, но при плотной пайке для разделения их требуется применить значительное усилие. Обычным дефектом является присутствие узкого непропаянного канала, проходящего в конец сгиба продольного шва, причем во всех других отношениях шов пропаян вполне удовлетворительно.
Продольный шов может быть вскрыт для осмотра при помощи прибора, состоящего из двух полуцилиндрических металлических пластин, образующих в соединенном виде цилиндр с диаметром несколько меньше диаметра банки. Подлежащую вскрытию банку надевают на этот цилиндр и при помощи кулачкового устройства расширяют объем цилиндра до тех пор, пока не вскроется продольный шов банки. Перед вскрытием продольного шва необходимо отогнуть крюки отбортовкой обоих концов банки. Вскрытый шов необходимо тщательно исследовать при помощи ручной лупы на присутствие непропаянных мест. В числе причин дефектной пайки следует указать на пружинящие или загрязненные смазкой листы жести, недостаток припоя, содержание в нем грязи и прочих посторонних примесей, загрязненный паяльный вал и плохо действующий охлаждающий вентилятор.
Трещины и мелкие отверстия на жести
Помимо механических дефектов шва банки, порча содержимого может произойти в результате наличия трещин и мельчайших отверстий в белой жести. Как правило, если только указанный дефект не является весьма незначительным, он может быть обнаружен по вытеканию содержимого банки; однако в некоторых случаях мельчайшие трещины или отверстия могут быть настолько плотно закрыты содержимым, что в результате может появиться бомбаж.
Мельчайшие трещины в жести иногда получаются в результате слишком сильного давления при штамповании маркировочных знаков. Мельчайшие отверстия часто появляются в результате ржавления наружной поверхности банки; поэтому банки с признаками наружного ржавления должны подвергаться особенно строгому контролю. После тщательной мойки и чистки тонким абразивным порошком заржавленные участки должны быть тщательно исследованы при помощи ручной лупы. При исследовании заржавленных банок труднее всего определить, являются ли подозрительные точки на полуде фактическим прободением, которое закупорилось содержимым банки. Практикуемый способ испытания при помощи тонкой иглы весьма сомнителен; такая игла может проколоть металл в точке, коррозия которой не дошла еще до степени прободения. Полезно на несколько часов замочить банку в горячем моющем растворе для размягчения частиц пищевого продукта или другого материала, которые могли закупорить отверстия в жести; затем после запайки припоем следует нагреть опорожненную банку в масляной бане до 115°. Очень мелкие отверстия могут быть обнаружены по появлению потока пузырьков воздуха.
Овальные и прямоугольные банки
Приведенные выше замечания относятся к цилиндрическим санитарным банкам; однако методы их исследования могут равным образом применяться и для банок других видов, в том числе цельнотянутых овальных или прямоугольных. Ввиду резких изменений в контуре шва равномерная закатка прямоугольных и мелких овальных банок значительно более затруднительна по сравнению с цилиндрическими банками.
Наиболее распространенными причинами негерметичности шва является избыточная волнистость или короткие крюки в углах, или резкие изгибы шва. В отношении размеров шва и крюков таких банок отдельные производственники устанавливают собственные стандарты (нормы), учитывая толщину жести, размеры банки, радиус резких изгибов или углов и пр. В общем в отношении более крупных банок (8-унцовых и выше) принято, что крюки на прямолинейной или слегка закругленной части шва по размерам должны быть аналогичны стандартам, установленным для цилиндрических банок; допускаются несколько более короткие крюки на углах или резких изгибах, где ширина фланца снижается для сведения к минимуму волнистости (морщин). С целью компенсации неизбежных механических дефектов в этих точках в банках указанного вида обычно применяют большее количество уплотнительной пасты.
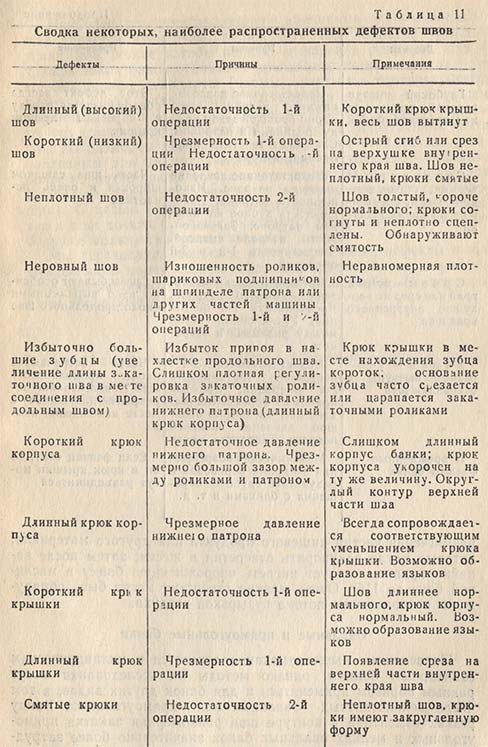
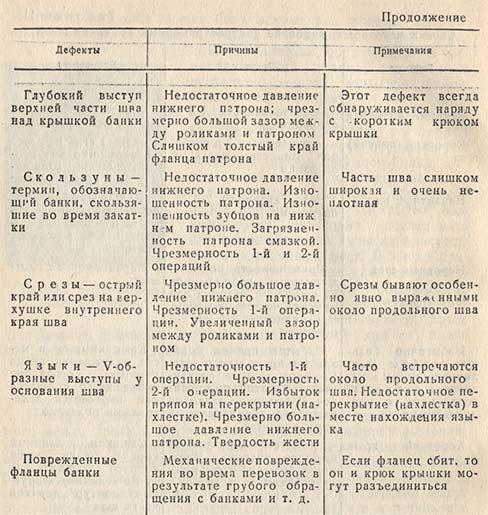
Мы перечислили наиболее распространенные дефекты швов, вызывающие порчу содержимого консервных банок в результате негерметичности. В приводимой выше табл. 11 суммированы указанные и многие другие дефекты.