Основы стерилизации консервов
Основной целью процесса тепловой стерилизации консервов является уничтожение всех живых микроорганизмов, которые могут вызвать порчу продукта или сделать его опасным для здоровья потребителя. Помимо этого, следует также в максимальной степени сохранить органолептические качества и пищевую ценность консервов. Поэтому необходимо дать научное обоснование такого режима стерилизации, который сохранил бы кулинарные качества консервов, вместе с тем обеспечил бы уничтожение микроорганизмов-возбудителей порчи. При разработке такого режима стерилизации приходится учитывать следующие факторы:
термостойкость микрофлоры продукта;
химическую и физическую природу содержимого банки;
скорость проникновения тепла к центру содержимого банки (наиболее слабо прогреваемой точке).
Проникновение тепла
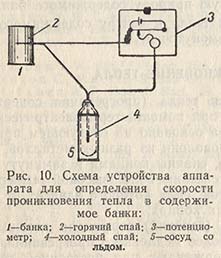
Скорость проникновения тепла (прогревания содержимого банки) можно определять при помощи термоэлектрической пары. Действие этого прибора основано на следующем принципе: если две металлические проволоки из разных металлов, например «з меди и константана, опаяны концами в замкнутую цепь и один спай подвергается действию более высокой температуры, чем другой, то возникает ток, сила которого зависит от разности температур на спаянных концах.
На практике один спай (горячий) термопары помещают в центре банки, в точке наиболее медленного прогревания, а второй (холодный) спай выдерживают при постоянной температуре, обычно при 0° (тающий лед). В электрическую цепь включается потенциометр, и при повышении температуры в банке, находящейся в автоклаве, отмечается разница потенциалов тока. Схема устройства этого прибора показана на рис. 10.
Прибор предварительно калибрируется, для чего оба спая подвергаются действию определенных температур, и составляется график, на основании которого можно сопоставить любое показание потенциометра с температурой горячего спая. При фактическом определении скорости проникновения тепла кривая время - температура вычерчивается на основании показаний электродвижущей силы, отмечаемых через регулярные промежутки времени. На постоянство работы прибора и наблюдаемых показаний сильно влияет точность отсчета, так как летальное значение 1° температуры станет очень высоким в момент, когда температура содержимого в центре банки сравняется с температурой автоклава.
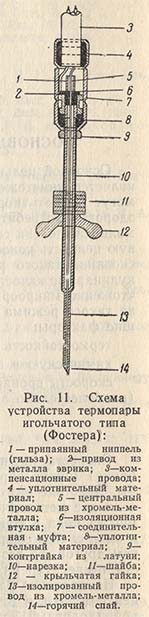
На рис. 11 показана термопара игольчатого типа, широко используемая в Великобритании. Недостаток термопары этого типа заключается в том, что жесткий стержень и провод выступают из стенки банки, что делает закатку банок на высокоскоростной закаточной машине невозможной.
Эклунд приводит описание термопары, которая не имеет выступа на стенке опытной банки и из которой можно быстро удалить проводку. Металлический кожух считается не вполне пригодным для термопары; предпочитается кожух из бакелита или подобного материала, как снижающий возможность передачи, тепла инструментом к центру содержимого банки. На практике, однако, передача тепла кожухом термопары игольчатого типа является величиной, которой можно пренебречь.
Положение горячего спая в банке определяется физическими свойствами продукта; три этом необходимо принимать во внимание механизм переноса тепла в данном продукте.
Продукты с плотной консистенцией прогреваются за счет теплопроводности; прогревание протекает медленно вследствие отсутствия в банке перехода частиц продукта из нагретых участков в холодные. Скорость теплопередачи снижается по мере уменьшения разности температур автоклава и центра содержимого банки. Джексон и Олсен изучили распределение тепла в банке, нагреваемой путем теплопроводности. Во время начального периода отставания температура в центре содержимого банки остается постоянной, в то время как у содержимого возле стенок банки она повышается. По окончании этого начального периода повышение температуры, постепенно возрастающей от центра к стенкам банки, выражается кривой, указывающей на равномерную передачу тепла от наружных стенок банки к центру. Согласно данным отчета о работе по изучению механизма передачи тепла через верхнее незаполненное пространство банки, отмечено наличие некоторой неравномерности, обусловленной более низкой скоростью теплопередачи через указанное пространство по сравнению со стенками банки. В результате наиболее медленно прогреваемая точка смещается и находится несколько выше геометрического центра банки.
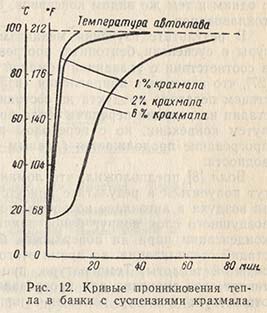
В жидких продуктах передача тепла осуществляется главным образом путем конвенции, и температура в банке повышается быстрее вследствие постоянного передвижения частиц продукта; следовательно, разность температур внутри банки незначительна. Вещества, препятствующие движению конвекционных токов, снижают теплопередачу. Так, присутствие сахара в высокой концентрации или крахмала до 6% снижает скорость проникновения тепла (прогревание содержимого банки) в результате повышения вязкости (рис. 12).
Прогревание некоторых продуктов проходит в соответствии с ломаной кривой нагревания. Это означает, что кривая резко изменяется при нарушении скорости проникновения тепла, причем начальный период относительно быстрой теплопередачи более или менее резко замедляется, и процесс прогревания становится медленным. Примером таких продуктов являются консервированные густые супы, кукуруза цельными зернами, некоторые виды томатных соусов и соков. Форма кривых нагревания таких продуктов сильно колеблется для различных банок с одним и тем же видом консервов, а также для различных автоклавоварок.
В результате изучения механизма распределения температуры в суспензии бентонита, прогревание которой происходило в соответствии с указанной ломаной кривой, был сделан вывод, что изменение направления (излом) кривой является следствием перехода продукта из состояния золя в гель. В первой стадии нагревания передача тепла происходит главным образом путем конвекции, но с переходом продукта в состояние геля прогревание продолжается главным образом за счет теплопроводности.
Болл предположил, что ломаные кривые нагревания могут получиться в результате присутствия небольшого количества воздуха в автоклаве во время стерилизации. Действие паровоздушного слоя вокруг банок заключается в предотвращении конденсации пара на поверхности банок в течение последних стадий стерилизации; во время этого периода пар не выделяет скрытой теплоты. Температура, при которой скрытая теплота теряет свое значение для прогревания содержимого банок, соответствует моменту изменения направления кривой нагревания.
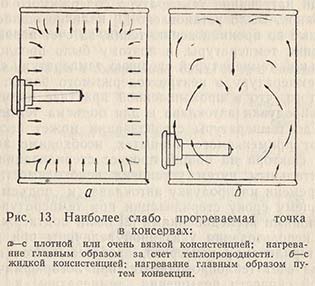
Термопара обычно укрепляется в стенке банки, причем положение входящего в банку стержня определяется точкой наиболее медленного прогревания. Для продуктов с плотной или очень вязкой консистенцией, прогреваемых главным образом за счет теплопроводности, эта точка обычно находится в геометрическом центре банки (рис. 13,а).
Исследованиями было установлено, что истинная точка наиболее медленного прогревания содержимого банки находится как раз над геометрическим центром банки; однако летальная точка микроорганизмов, вычисленная на основании вышеуказанного заключения, не отклонялась значительно от величины, полученной в результате предположения, что точка наихудшей прогреваемости находится в геометрическом центре банки.
При стерилизации продуктов, содержащих одновременно твердую и жидкую фазы (супы или овощи с заливкой солевым раствором), прогреваемых главным образом путем конвекции, стержень термопары вставляется по оси банки между геометрическим центром и дном банки (рис. 13,б). Для жестяных банок № 2 эта точка находится на расстоянии примерно 19 мм от донышка банки, для жестяных банок № 10 - на расстоянии 38 мм от донышка банки, когда они стерилизуются в вертикальном положении. Продукты, которые прогреваются в соответствии с ломаной кривой, могут иметь наиболее слабо прогреваемую точку либо у геометрического центра банки, либо вблизи дна по осевой линии банки; начальный опыт при определении скорости прогревания должен проводиться с термопарами, помещенными в той и другой позициях для установления наиболее медленно прогреваемой точки.
Факторы, воздействующие на проникновение тепла
Скорость прогревания любых видов консервов зависит от разности температур между автоклавом и банками, причем скорость проникновения тепла снижается по мере уменьшения разности указанных температур; таким образом, приближение температуры содержимого банки к температуре автоклава происходит асимптотическим путем. Вследствие повышения температуры в автоклаве более быстро прогревается содержимое банок и соответствующим образом снижается продолжительность стерилизации. В результате действия разности температур на скорость проникновения тепла температура содержимого банки при расфасовке в холодном виде достигнет температуры автоклава примерно за тот же срок, как и частично нагретые консервы; однако это замечание ни в какой степени не умаляет значения горячего наполнения при стерилизации консервов, так как при этих условиях горячее содержимое банки скорее достигнет летальной температуры, чем при наполнении банок холодным продуктом.
Если банки наполнены медленно прогревающимся горячим продуктом и подвергаются стерилизации не сразу, то температура содержимого их будет неоднородной вследствие охлаждения продукта у стенок банки; наоборот, при наполнении банок холодным продуктом с последующим эксгаустированием при помощи нагревания температура содержимого будет выше у стенок банок. Было установлено наличие ошибок, введенных в данные по проникновению тепла, за счет неравномерного распределения температуры, и поэтому было предложено считать начальной температурой среднюю температуру содержимого, а не температуру в центре содержимого банки.
Ввиду того, что в промышленной практике время, требующееся для продувки автоклава и для подъема температуры в автоклаве до температуры стерилизации может несколько отличаться от применяемого в опытах, необходимо знать влияние этого фактора на общий процесс стерилизации. Болл экспериментальным путем установил необходимость добавления 42% времени на продувку автоклава и подъем температуры к общему сроку стерилизации при температуре автоклава. Дальнейшими исследованиями была подтверждена необходимость использования указанной величины при разработке режимов стерилизации консервов, прогревающихся путем конвекции и за счет теплопроводности, при логарифмической или равномерной скорости повышения температуры в период ее подъема.
Позднее числовое значение периода подъема температуры было получено математическим путем и были составлены кривые, которые можно использовать при различных сочетаниях давления подаваемого пара, давления при стерилизации, размеров банок и начальной температуры продукта.
В консервах с заливкой отношение плотной фазы к жидкой, а также положение плотного продукта в жидкой заливке влияют на проникновение тепла; наличие каналов, допускающих конвекционные токи, значительно содействует теплопередаче. В этой связи может иметь значение положение банок в автоклаве, например для консервов из сельдерея и спаржи, в которых наличие вертикальных каналов между отдельными кусками продукта допускает движение конвекционных токов, если банки подвергаются стерилизации в вертикальном положении. При горизонтальном положении банок в автоклаве движение этих токов задерживается. Консервы, состоящие из твердых частиц, свободно плавающих в жидкой заливке, прогреваются быстрее, чем плотно упакованные продукты. Отсюда следует, что если режим стерилизации находится на пределе, слишком большое перенаполнение банки плотным по отношению к заливке продуктом может привести к недостаточной стерилизации. При изучении скорости проникновения тепла в банки А.I.Т., содержавшие нормальное количество мяса (453,6 и 510 г), было установлено, что эффективность режима стерилизации при 115,5° в течение 2 часов была снижена примерно на 14% в случае стерилизации с повышенным содержанием мяса.
Вращение банок в процессе стерилизации значительно повышает скорость прогревания жидких консервов путем перемещения нагретых частиц содержимого банки в холодные зоны. Действие вращения банок на скорость проникновения тепла ясно показано данными, приведенными в табл. 6.
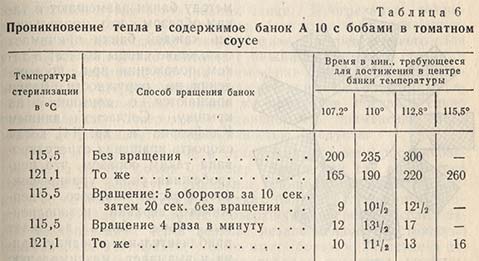
Совершенно ясно, что вращение банок имеет преимущество только в следующих случаях: 1) для продуктов, слишком вязких для возникновения конвекционных токов, но достаточно жидких для того, чтобы имело место перемешивание; 2) для плотных продуктов, консервированных в заливке.
При вращении банок с консервами, укупоренных с вакуумом, механизм теплопередачи обнаруживается не сразу. Вакуум-укупорка применяется к продуктам, которые консервируются без добавления заливки или с добавлением ее в ничтожном количестве. Этот способ не имеет широкого применения в Великобритании. В США им пользуются, например, при консервировании креветок, кукурузы в початках и кукурузы цельными зернами. Механизм теплопередачи в консервах этого типа изучался с использованием обычных методов стерилизации. На основании кривых нагревания был сделан вывод, что теплопередача осуществляется главным образом конвекцией пара. Экспериментальные данные показывают, что давление в банках, наличие свободной жидкости и плотность укладки содержимого оказывают сильное влияние на скорость теплопередачи в консервах, укупоренных с вакуумом. При применении обычных методов стерилизации (без вращения банок) требуется довольно длительное нагревание, но при вращении банок достигается чрезвычайно быстрая теплопередача. Была выдвинута гипотеза, что влияние горячих паров дополняется влиянием сконденсировавшейся горячей жидкости, тонкие струйки которой обтекают частицы пищевого продукта.
Опубликованы данные, показывающие преимущества применения вращения банок при стерилизации консервов, укупоренных с вакуумом.
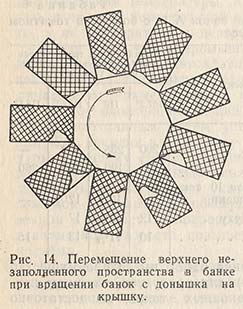
Одним из выдающихся нововведений за последние годы является метод вращения банок с «донышка на крышку». По этому методу банки размещаются таким образом, что продольная ось каждой банки принимает положение спицы колеса; в таком положении при прохождении по окружности банки вращаются с донышка на крышку. Согласно данным Клифкорна и др., когда скорость вращения отрегулирована таким образом, что центробежная Сила уравновешивается весом жидкого содержимого, верхний незаполненный объем банки занимает приблизительно середину банки и вызывает максимальную турбулентность ее содержимого (рис. 14). Болл указал, что на скорость вращения, требующуюся для получения наивысшей скорости проникновения тепла (прогревания содержимого банки), вязкость продукта оказывает более сильное влияние, чем только плотность укладки. Факторами, воздействующими на процесс стерилизации, являются: скорость и радиус вращения, вязкость продукта и размеры верхнего незаполненного пространства в банке.
Очевидным недостатком при применении автоклавов периодического действия является меньшее количество загружаемых банок по сравнению с нормальным количеством, соответствующим обычным методам стерилизации с вращением банок в непрерывно действующих аппаратах. Этот недостаток частично возмещается снижением времени стерилизации. При помощи механизации процесса, например автоматической загрузки автоклава для снижения интервала между загрузками, метод вращения банок с донышка на крышку может быть перспективным и рентабельным для некоторых видов консервов, в особенности при расфасовке, в крупную тару.
Другой метод ускорения процесса проникновения тепла, известный в США под названием Страта-Кук (патенты №№ 1502196 и 1502197), может применяться для продуктов, состоящих из отдельных мелких частиц и более тонко измельченного компонента, находящихся в густой жидкости, например дробленой кукурузы, имеющей вид сливок. Все три компонента должны быть уложены в банке слоями, причем тонко измельченные частицы должны быть отделены от более крупных частиц, взвешенных в жидкости. По окончании нагревания тонко измельченный компонент смешивается с остальной частью содержимого путем встряхивания банки. Прогревание компонента на дне банки осуществляется быстро за счет конвекционных токов, возникающих в жидкой фазе. Прогрев верхнего слоя ускоряется вследствие контакта с нижним слоем и со стенками банки. Утверждают, что при применении этого метода продолжительность стерилизации сокращается на 40-60% по сравнению со стерилизацией таких же продуктов, предварительно перемешанных. Совершенно очевидно, что применение этого метода ограничивается специфичностью продукта.
Очень важное значение в отношении скорости проникновения тепла имеют форма и размер банки, так как на прогрев содержимого действует отношение площади поверхности банки к ее объему. Консервы в мелких банках нагреваются быстрее ввиду наличия большей поверхности нагрева. Исследование теплопередачи через верхнее незаполненное пространство показало, что этот фактор может иметь большое значение в отношении скорости проникновения тепла в консервы, расфасованные в невысокие банки. Следует очень осторожно переводить данные по проникновению тепла, полученные с одними банками, на банки другой формы и других размеров и принимать во внимание влияние объема верхнего незаполненного пространства.
Методика установления режима стерилизации
При установлении режима стерилизации консервов самой трудной задачей является определение летального действия нагревания в тот период, когда температура содержимого банки достигает максимума, в особенности в тех случаях, когда скорость проникновения тепла низкая и температура продолжает подниматься в течение почти всего периода стерилизации. Ввиду того, что для любого вида микроорганизмов все температуры свыше максимальной, при которой они еще способны развиваться, могут рассматриваться как оказывающие летальное действие, стерилизующий эффект процесса в отношении пищевых продуктов начинается с момента достижения последними указанной температуры.
Для практических целей началом летального действия нагревания на спорообразующие микроорганизмы в средах с низкой и средней кислотностью считают 93°. Следовательно, при установлении общего летального действия процесса стерилизации необходимо учитывать отрезок времени, в течение которого температура продукта поднимается с 93° до максимальной температуры в автоклаве, и отрезок времени, требующийся для охлаждения температуры продукта до 93°. При этом следует отметить, что в отношении некоторых видов консервов режим стерилизации, допустимый с точки зрения кулинарных качеств, имеет очень низкий коэффициент безопасности; в таких случаях изменение начальной температуры содержимого банки или скорости охлаждения может привести к тому, что данный режим стерилизации может потерять свою эффективность.
Основными методами определения летального действия режима стерилизации являются следующие:
1. Заражение консервов микроорганизмами с последующей проверкой эффективности разных режимов тепловой обработки.
2. Классические методы математического расчета с интегрированием величин летального действия нагревания в точке наибольшего отставания температуры внутри банки (наиболее слабо прогреваемой точке).
3. Новые методы установления режима стерилизации, которые по существу являются расширением классических методов, но учитывают также количество бактерий во всем объеме содержимого банки.
Метод заражения
По этому методу консервы заражаются спорами микроорганизма, представляющего наиболее термоустойчивый вид бактерий, загрязняющих данный продукт. Зараженные банки подвергаются различной тепловой обработке, после которой проводится определение выживаемости микроорганизма путем выращивания посевов и испытания термостатной выдержки. На основании полученных результатов определяются время и температура, требующиеся для уничтожения данного микроорганизма.
Одной из трудностей этого метода является установление количества микроорганизмов или спор, добавляемых в банки с консервами. Национальная Ассоциация консервных компаний США установила норму в 20 000 спор на банку № 2 для следующих видов: Cl. sporogenes № 3679 и термофильный микроорганизм № 1518, обладающих термостойкостью в практическом смысле. При применении микроорганизмов с более высокой или более низкой термостойкостью эту норму надо изменить. Размещение инокулума (заражающего материала) в банке обусловливается видом продукта. В консервах, прогреваемых путем конвекции, споры могут быть размещены в любой точке; в продуктах, прогреваемых за счет теплопроводности, споры помещают в центре содержимого банки.
Рекомендуется при проведении опытных стерилизаций применять такой диапазон режимов, чтобы 100%-ная порча получилась в образцах двух самых кратковременных режимов стерилизации, а затем, постепенно снижаясь, порча в двух последних образцах (после стерилизации при самых высоких температурах) достигла бы нуля.
Рекомендуется также для каждой опытной стерилизации использовать 24 зараженных и 12 контрольных банок.
Классические методы математического расчета режима стерилизации
По этим методам эффективность режима стерилизации вычисляется путем интегрирования величин, выражающих скорость отмирания, т. е. летальное действие температур, обнаруженных в наиболее слабо прогреваемой точке содержимого банки во время нагревания и охлаждения. При этом данные, полученные в результате этих математических расчетов, обычно проверяются экспериментальным заражением банок спорами, термостойкость которых известна.
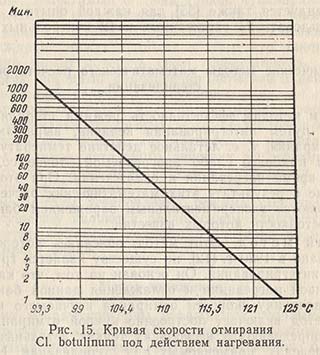
Общий метод. Этот метод, описание которого было опубликовано в 1920 г., по существу является графическим способом интегрирования. Он основан на том, что каждая точка на кривой нагревания и охлаждения данной банки представляет величину скорости отмирания изучаемого микроорганизма. Метод включает построение кривой отмирания. Прежде всего определяют в нескольких точках летальные температуры в пределах, применяемых при стерилизации. На основании полученных данных строят кривую на полулогарифмической бумаге, причем логарифмическая шкала применяется для времени и линейная шкала для температуры. На рис. 15 показана кривая отмирания Cl. botulinum при нагревании. По этой кривой можно найти летальную точку для данного микроорганизма при любой температуре, применяемой при стерилизации. Скорость отмирания при любой данной температуре представляет собой обратную величину количества минут, необходимого для уничтожения микроорганизма при данной температуре. Если скорость прогревания и охлаждения известна, то каждая температура, достигаемая в процессе стерилизации, может приобрести значение скорости отмирания. Если построить кривую, аналогичную кривой нагревание - охлаждение, но в которой температуры заменены значениями скорости отмирания, то получится кривая отмирания. Режим стерилизации считается достаточным для изучаемого микроорганизма, если площадь под кривой отмирания равна единице.
В случае применения описанного общего метода употребляемые величины скорости отмирания берутся равными 1 мин. при стандартной температуре 121°. Например, если режим стерилизации при 115,6° в течение 4 мин. эквивалентен в отношении отмирания микроорганизмов режиму стерилизации при 121° в течение 1 мин., то значит скорость отмирания при 115,6° равна 0,25 мин. Площадь под кривой отмирания, построенной указанным образом, дает эффективность процесса стерилизации в данных времени при 121°; она была названа величиной F процесса стерилизации или величиной F0 в том случае, когда угол наклона z кривой зависимости продолжительности отмирания микроорганизмов от температуры составляет минус 7,7°.
Описанный общий метод математического расчета режима стерилизации был подвергнут критике как очень трудоемкий и применимый только в том случае, если размеры банок, температура в автоклаве и начальная температура содержимого банок, подлежащих стерилизации, тождественны с теми, на основании которых была построена кривая нагревание-охлаждение. Шульц и Олсон предложили применять специальную графленую бумагу, облегчающую проведение математических расчетов. В этой же работе даны формулы для перевода данных по проникновению тепла, полученных с одним вариантом начальной температуры содержимого банки и температуры в автоклаве, в величины, соответствующие различным вариантам указанных температур. Был опубликован простой метод расчета, основанный на общем методе математического расчета режима стерилизации, с применением правила трапеций для вычисления площади под линейными кривыми. По этому правилу величину площади находят следующим способом: вначале делят на оси Х-ов основание фигуры, характеризующей площадь, на любое удобное количество равновеликих частей; затем восстанавливают из точек деления перпендикуляры до пересечения их с кривой, после чего складывают полусумму величин первого и последнего перпендикуляра с суммой величин всех промежуточных перпендикуляров. Умножением полученного результата на основание фигуры получают искомую величину площади.
В применении к данным по проникновению тепла необходимо сначала сделать отсчеты температур согласно показаниям термопары через равные промежутки времени и найти скорости отмирания, соответствующие этим температурам. Замечено, что достаточно точные результаты получаются, если делать отсчеты показаний термопар через промежутки в 4 или 5 мин. В отчете о применении вышеописанного метода для установления величин F при сложных процессах стерилизации приводится детальный пример расчета.
Методы с применением формул. Болл разработал метод математического расчета режима стерилизации, при помощи которого любые данные по летальному режиму нагревания и по проникновению тепла могут быть использованы для банок любых размеров или любых температур автоклава при условии, если кривые, построенные на основании вышеуказанных данных на полулогарифмической бумаге, приближаются по форме к прямым линиям. Болл определяет эти кривые следующим образом.
Кривая зависимости времени отмирания микроорганизмов от температуры уточняется в соответствии с координатами условно выбранной точки (называемой F) и наклона кривой (z). Время отмирания при 121° принимается как величина F, а значение z выражается тем числом градусов на температурной шкале, которое находится в точке кривой, соответствующей одному логарифмическому циклу на шкале времени. Например, для опор Cl. botulinum, согласно данным Эсти и Мейера, F равно 2,78 мин., а z минус 7,7°. Следовательно, величина F режима стерилизации в применении к консервам должна равняться 2,78 для того, чтобы этот режим был достаточным для уничтожения спор Cl. botulinum. Значения F и z для данного микроорганизма могут колебаться в зависимости от вида продукта, стерилизуемого нагреванием.
Кривая проникновения тепла строится путем нанесения разностей температур автоклава и продукта на логарифмической шкале и времени на линейной шкале; время включения пара принимается равным нулю. Кривая определяется факторами i и fh. Величина i получается путем деления разности температур автоклава и теоретической начальной температуры на разность между температурой автоклава и фактической начальной температурой. Теоретическую начальную температуру находят путем продолжения прямолинейного отрезка кривой нагревания до пересечения с вертикальной линией, представляющей начало процесса стерилизации, с учетом летального эффекта нагревания в период подъема температуры в автоклаве. На практике прямая линия достигает точки на линейной шкале, соответствующей 58% времени, требующегося для достижения в автоклаве температуры стерилизации (рабочей температуры); эта величина согласуется с величиной 42%, установленной Боллом для времени подъема температуры в автоклаве (т. е. 100-58), которую следует прибавить к времени собственно стерилизации в автоклаве. Величина fh выражает количество минут на шкале времени, требующееся для пересечения прямолинейным отрезком кривой одного логарифмического цикла на температурной шкале.
Олсен и Стивенс упростили методику математических расчетов режима стерилизации, предложенную Боллом, путем применения номограмм, давших возможность проводить вычисления графическим путем. В 1954 г. Таунсенд и др. разработали детальную методику последовательных расчетов режима стерилизации на основании общего метода применения номограмм и формул. В том же году Якобсен предложил формулу для определения значений F в консервах, прогреваемых за счет теплопроводности, устраняющую присущий классическим математическим методам расчета недостаток, заключающийся в подстановке в формулы данных, полученных для тангенсов кривой нагревания, в то время как эти формулы правильны только в применении к асимптотам.
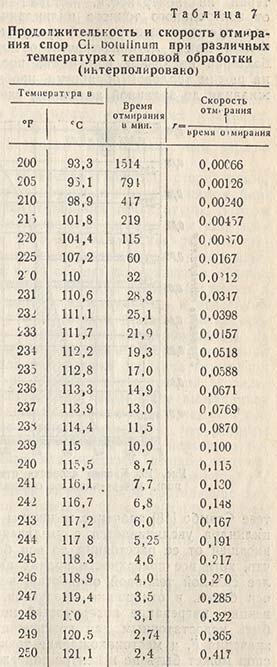
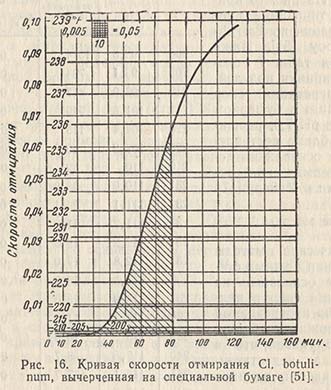
Таггарт и др. считают, что метод Болла нельзя применять для всех видов продуктов, и отмечают: «требование, чтобы кривые были прямолинейными при построении на полулогарифмической бумаге удовлетворяется кривой нагревания, если передача тепла внутри продукта осуществляется только за счет теплопроводности». В опубликованной указанными исследователями статье приводится простой способ, основанный на общем методе, для установления летального эффекта режима стерилизации в отношении Cl. botulinum. Этот способ заключается в построении кривой отмирания для данного микроорганизма на специальной бумаге, исключающей необходимость использования таблицы данных по скорости отмирания. Температурная шкала на вертикальной оси координат откладывается от горизонтальной шкалы времени на расстояниях, пропорциональных скорости отмирания при соответствующих температурах; поэтому на бумагу необходимо только нанести данные по проникновению тепла, и полученная площадь под кривой даст величину летального действия процесса стерилизации. По этой методике время охлаждения не учитывается и рассматривается как дополнительный фактор безопасности. На рис. 16 приводится типичная кривая отмирания по Таггарту и Фэрроу. Ниже приводится табл. 7 скорости отмирания под действием нагревания спор Cl. botulinum в буферном растворе с pH 7,0; расширенная таблица составлена на основании летальных термических точек по Эсти и Мейеру.
Новые методы
Классические методы установления режима стерилизации основаны на уничтожении спор в наиболее слабо прогреваемой точке содержимого банки.
Стэмбо указал, что в этих методах недостаточно учитывается влияние на режим стерилизация количества присутствующих в продуктах бактерий, обеспечивающее стерильность всего содержимого банки. Стэмбо представляет нам содержимое банки, разделенным на ряд концентрических цилиндров, диаметры которых уменьшаются от величины диаметра самой банки до толщины стержня у ее оси, равной поперечнику тонкого карандаша. При наличии равномерного распределения бактерий во всем содержимом банки площадь поверхности каждого цилиндра принимается как представляющая количество бактерий на поверхности, которая прогрессивно увеличивается от центрального тонкого цилиндрического стержня до цилиндра, представляющего слой продукта, примыкающий к стенкам банки. Ввиду логарифмического порядка скорости отмирания бактерий начальное количество последних оказывает влияние на режим тепловой обработки, необходимой для снижения выживания до заданной величины; следовательно, согласно гипотезе Стэмбо значение величины F на поверхности каждого цилиндра увеличивается с увеличением этой поверхности, зависящей от ее расстояния до оси банки. Стэмбо утверждает, что, хотя все поверхности прочих цилиндров подвергаются более сильной тепловой обработке, чем центральный цилиндр у оси банки, в отношении продуктов, прогреваемых путем конвекции, нагревание поверхностей некоторых цилиндров может быть недостаточным для компенсации требуемого увеличения значения F, и местонахождение точки наибольшего выживания спор может быть не в центре содержимого банки, а почти у ее стенок.
Теория, выдвинутая Стэмбо, подвергалась критике со стороны Болла и других исследователей в отношении того, что «возможность выживания» - очень широкое понятие и оно должно быть сведено до отношения числа выживших микроорганизмов к исходному числу их в том же объеме, местонахождении и пр. Таким образом, в идеальном случае мгновенного прогревания всего содержимого банки возможность выживания будет одинаковой во всех точках содержимого банки. Так как практическая точка наибольшего отставания температуры (наиболее слабо прогреваемая точка) получает меньше тепла по сравнению со всеми остальными, возможность выживания в этой точке должна быть выше, чем во всех остальных. При этом отмечается, что термин «распределение выживших микроорганизмов» является более пригодным, чем термин «возможность выживания».
Тем не менее при установлении режима стерилизации необходимо учитывать наличие других зон в содержимом банки, кроме точки наибольшего отставания температуры. В этом направлении некоторые исследователи сделали еще шаг вперед, предложив методы установления режима стерилизации, в которых дополнительно учитываются шансы выживания микроорганизмов во всем объеме содержимого банки. Каждый из этих исследователей проводил свои вычисления в две стадии: сначала определялась выживаемость в отдельных точках или небольших зонах содержимого банки, а затем проводились расчеты по всему объему. Методы основывались на том, что дробные количества спор, полученные при применении логарифмических формул для вычисления процента отмирания под действием нагревания, не характеризуют степени стерильности, но должны быть приняты как «возможное выживание» спор; это замечание следует учитывать для всех точек или зон в содержимом банки. Новые теории показывают, что режимы стерилизации пищевых продуктов должны быть несколько более высокими, чем полученные классическим методом математических расчетов. Кроме того, новые методы установления режимов стерилизации могут дать теоретическое обоснование для применения в промышленной практике более высоких величин F при стерилизации крупных банок с тем же самым продуктом в тех случаях, когда это не вредит органолептическим качествам консервов. Исследования по проникновению тепла в содержимое банок и по использованию метода специального заражения банок подтверждают необходимость приме нения несколько повышенных режимов стерилизации для консервов в крупных банках, прогреваемых путем конвекции.
Различные переменные факторы, влияющие на термостойкость микроорганизмов в пищевых продуктах, вызвали необходимость принять на практике режимы стерилизации, в которые включается коэффициент безопасности. Эти режимы, разработка которых основана на менее сложных методах расчета, были подтверждены многолетним опытом промышленного производства консервов. Разработка более новых методов установления режимов стерилизации представляет большой академический интерес, но вряд ли, за исключением, возможно, некоторых специфических случаев, они могут в настоящее время внедриться в промышленность.
Нормы стерилизации
Опыт показал, что микроорганизмы, способные вызывать порчу консервов с pH среды ниже 4,5, обладают низкой термостойкостью и легко уничтожаются при температурах ниже 100°. Поэтому для продуктов этой категории стерилизация под давлением не применяется. В продуктах с pH выше 4,5 термостойкие спорообразующие бактерии приобретают большое значение как возбудители порчи; кроме того, возможен рост Cl. botulinum. Для полного уничтожения спорообразующих микроорганизмов-возбудителей порчи консервов в пищевых продуктах с pH выше 4,5 необходима стерилизация под давлением при температурах выше 100°.
В 1948 г. были проведены исследования по изучению действия величины pH на режим стерилизации овощных пюре с использованием Cl. botulinum и РА 3679 в качестве тест-организмов. Полученные результаты показали, что чем ниже величина pH в пределах 4,5-9,0, тем менее сильный режим стерилизации требуется. При pH около 5,5 и выше ясно выражена необходимость в повышении режима стерилизации для предотвращения порчи консервов. Отмечено также, что требуемая величина F0, основанная на данных по порче опытных образцов, колеблется в зависимости от вида продуктов. Олстренд и Эклунд использовали эти данные для установления значений F0 для пищевых продуктов на основании величины pH и содержания углеводов.
При разработке норм стерилизации для продуктов со средней и низкой кислотностью наибольшим затруднением является высокая термостойкость термофильных микроорганизмов. Для большинства пищевых продуктов режим стерилизации, обеспечивающий уничтожение всех микроорганизмов, вызывает порчу органолептических качеств вследствие переваривания продукта. Поэтому полная стерильность является недосягаемой. В таких случаях основным для консервной промышленности является производство консервов, безопасных с точки зрения здравоохранения потребителей. В отношении продуктов со средней и низкой кислотностью для достижения этой цели требуется уничтожение наиболее термостойкого патогенного микроорганизма Cl. botulinum, что и принимается за минимальную норму стерилизации для всех продуктов, относящихся к вышеуказанной категории.
Обычно в качестве стандарта при установлении режимов стерилизации принимаются данные по максимальной термостойкости спор Cl. botulinum, полученные Эсти и Мейером. В их опытах, в которых было испытано более 100 штаммов, наблюдалась следующая наивысшая термостойкость спор, продуцированных в самых благоприятных условиях и подвергнутых нагреванию в фосфатном буферном растворе с pH 7,0.
В современной консервной промышленности требуется, чтобы минимальный режим стерилизации для пищевых продуктов со средней и низкой кислотностью был достаточным для уничтожения спор, термические летальные точки которых аналогичны данным, приведенным Эсти и Мейером.
Ввиду возможности присутствия микроорганизмов с более высокой термостойкостью, чем Cl. botulinum, режим стерилизации, имеющий 100%-ный летальный эффект в отношении этого микроорганизма, хотя и выполняет требования с точки зрения здравоохранения, может оказаться ненадежным для гарантии отсутствия порчи при хранении. Значит, с точки зрения консервной промышленности нормы стерилизации должны быть более жесткими, чем требуется для сохранения здоровья потребителя, во избежание больших потерь из-за порчи консервов при хранении. Примером такого вида термостойкого микроорганизма, который может присутствовать в пищевых продуктах, служит штамм Cl. sporogenes, открытый Научно-исследовательским отделом Национальной ассоциации консервных фирм США. Этот микроорганизм, известный под № 3679, был широко использован в исследованиях по стерилизации консервов в США, результаты которых опубликованы. Позднее были сообщены данные других исследований, проводившихся в том же направлении, на основании которых установлено, что в нейтральном фосфатном буфере величине z должна соответствовать температура минус 5°, а для величины F требуется 12,03 мин. для уничтожения 1 млн. спор в 1 мл; 8,69 мин. для уничтожения 10 000 спор в 1 мл; и 5,79 мин. для уничтожения 100 спор в 1 мл. Большинство исследователей установили, что в отношении пищевых сред можно принять за среднее значение z минус 7,7° С.
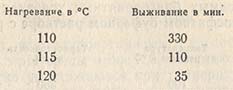
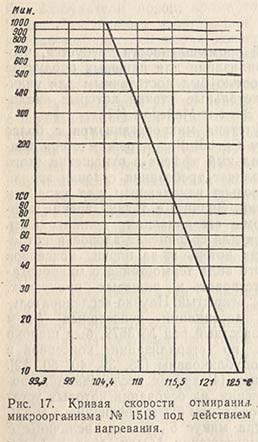
Необычайно высокая теплоустойчивость термофильных микроорганизмов может для некоторых видов консервов сделать уничтожение их с промышленной точки зрения невозможным. Ниже приводятся данные о максимальных сроках выживания факультативного, вызывающего плоскокислую порчу термофила (известного под № 1518), в фосфатном буферном растворе с pH 6,95.
Кривая отмирания под действием тепловой обработки, основанная на вышеприведенных данных, показана на рис. 17. Режим стерилизации, оказывающий 100%-ное летальное действие на Cl. botulinum, является недостаточным для уничтожения микроорганизмов, подобных № 1518 и № 3679.
Следовательно, чтобы предотвратить порчу консервов, необходимо стандартизировать режим стерилизации на основании более высоких норм, чем требуется для сохранения здоровья потребителя. Разумеется, фактические нормы стерилизации обусловливаются рядом факторов. В тех случаях, когда нет непосредственной опасности в отношении порчи консервов термофильными микроорганизмами (например, когда данная партия не предназначается для транспортировки в районы с жарким климатом или данный вид консервов не подвержен указанной порче), то нормы стерилизации могут быть основаны на уничтожении микроорганизма с термостойкостью, эквивалентной анаэробу № 3679.
Согнефест и др., рассматривая требования, предъявляемые к режимам стерилизации некислотных консервов, заявляют, что прошлый опыт показал возможность получения коммерчески стерильных консервов, если в основу режима их стерилизации положена концентрация спор (тест-организм № 3679), выдерживающих нагревание в нейтральном фосфатном растворе при 121,5° в течение 3,65-4,15 мин.
В тех случаях, когда имеется опасность порчи консервов термофильными бактериями, требуется применение более высокого режима стерилизации. Согласно данным Льюиса, удовлетворительные режимы стерилизации для мясорастительных консервов были установлены на основании коэффициента отмирания 7-8 (эта величина для Cl. botulinum была равной 1). Другие исследователи указывают, что для получения консервов хорошего качества требуется режим стерилизации, соответствующий коэффициенту отмирания 6-7, при условии соблюдения нормальных санитарно-гигиенических требований.
Однако ради сохранения органолептических качеств продукта такая тепловая обработка зачастую исключается; весьма существенное значение в таких случаях имеет тщательный отбор сырья с низкой обсемененностью термофильными микроорганизмами.
Асептический метод консервирования
Обычные методы стерилизации консервов при температурах примерно до 120° требуют длительного нагревания для уничтожения микроорганизмов-возбудителей порчи, в результате чего портятся органолептические качества продукта; в большей или меньшей степени ухудшаются наружный вид и вкус консервов и снижается в нем сохранность витаминов. Поэтому совершенно понятна причина проведения многочисленных исследований по изысканию возможностей производства консервов с применением тепловой стерилизации без ухудшения их органолептических качеств.
Основной целью этих исследований было применение более быстрого процесса нагревания пищевых продуктов при соответствующем снижении его длительности. За последние 15 лет разработаны и частично внедрены в промышленность способы, которые можно разделить на три группы в соответствии с методами осуществления быстрого нагревания:
1. Метод кратковременной стерилизации при повышенных температурах, заключающийся в стерилизации пищевых продуктов до розлива в тару.
2. Методы, связанные с применением вращения наполненных банок во время стерилизации.
3. Методы, использующие специальные виды укладки продукта в банки.
Методы, относящиеся к 2-й и 3-й группам (в некоторых случаях они могут применяться в комбинации один с другим), включают: вращение банок, укупоренных с применением вакуума, вращение банок с донышка на крышку и метод укладки продукта слоями (страта-кук); эти методы рассматривались в данной главе в разделе по проникновению тепла в содержимое банок при стерилизации.
Кратковременная стерилизация при повышенных температурах
В пищевых продуктах, прогрев которых осуществляется быстро, обнаруживаются меньшая степень ухудшения органолептических качеств и лучшая сохранность пищевой ценности, если стерилизация проводится при температурах выше 121°. Например, в опытах со сгущенным молоком без сахара установлено, что нагревание при 115,6 и при 143,3° оказывало одинаковое действие на цвет и вкус продукта; однако стерилизующее действие нагревания при 143,3° было более чем в четыре раза выше по сравнению с нагреванием при 115,6°. Этим ясно иллюстрируется принцип, на котором основан метод кратковременной стерилизации при повышенных температурах.
Болл дал определение метода кратковременной стерилизации при повышенных температурах как стерилизация нагреванием от нескольких секунд до 6 мин. Это относится к очень быстрому нагреву для достижения быстрого подъема температуры, который может быть осуществлен только в жидких или пюреобразных продуктах, взятых в виде очень тонкого слоя.
Различные варианты указанного метода, испытывавшиеся в США, различаются между собой в деталях производственного процесса и оборудовании; общим для всех этих методов является стерилизация продукта перед розливом в банки, который осуществляется в асептических условиях. Для продуктов с низкой кислотностью применяется температура стерилизации в пределах 127-149°; кислые продукты, например фруктовые соки, можно стерилизовать при более низких температурах.
В докладе на II Международном Конгрессе консервной промышленности Болл дал обзор методов, использующих кратковременную стерилизацию при повышенных температурах, применяемых в США, не все из них являются асептическими в строгом смысле этого слова. Например, метод предварительной стерилизации томатного сока заключается в быстром нагревании сока до 120-122°, охлаждении до 90° и быстром розливе в банки; после закатки банки перевертываются и выдерживаются в этом положении в течение 3 мин. для стерилизации верхнего незаполненного пространства и крышки. По методу Смите-Болла продукт подвергается предварительной стерилизации путем быстрого (мгновенного) нагревания и частичного охлаждения до 121-127°; при этой температуре продукт вводится в камеру, находящуюся под давлением 1,4 кг/см2, в которой производится розлив в банки; затем банки оставляют в этой камере на короткий срок для уничтожения микроорганизмов-возбудителей порчи, которые могли попасть в продукт во время операций наполнения и закатки.
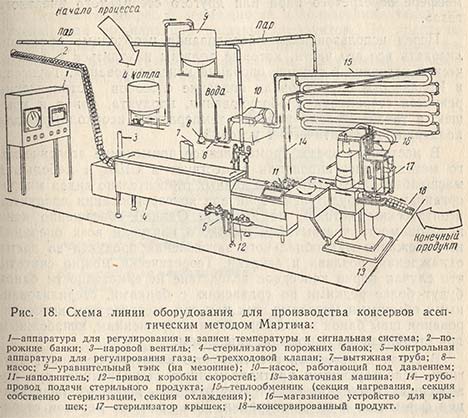
Линия оборудования Мартина, впервые использованная в промышленности в 1951 г., является в настоящее время наиболее широко распространенной системой асептического консервирования. На рис. 18 показана технологическая схема этой линии, работу которой Мартин описал следующим образом:
«Процесс консервирования состоит из четырех отдельных операций, которые проводятся одновременно в закрытой, взаимосвязанной системе в виде непрерывного процесса. Такими операциями являются:
1. Стерилизация продукта под давлением при высокой температуре путем быстрого нагревания, выдерживания при высокой температуре (собственно стерилизации) и охлаждения в стерилизаторе непрерывного действия, работающего под давлением.
2. Стерилизация банок и крышек перегретым паром или другим, горячим газом.
3. Розлив холодного, стерильного продукта в стерильные банки.
4. Закатка банок стерильными крышками в асептических условиях.
Различные операции механически синхронизируются и, таким образом, сырье, банки, крышки и готовый консервированный продукт проходят через систему в непрерывном потоке. В течение всего процесса стерилизации продукт находится под давлением; операции розлива и закатки осуществляются в атмосфере перегретого пара или другого стерильного инертного газа».
Перед использованием оборудования необходимо простерилизовать все его части, которые должны находиться в асептических условиях в течение операций консервирования. Тоунсенд и Коллье опубликовали описание способов установления режимов стерилизации оборудования, продукта, банок и крышек, а также указали рабочую температуру, необходимую для поддержания асептических условий.
В настоящее время промышленное применение асептического метода консервирования существует в США в небольших масштабах. Опубликованных данных относительно видов микроорганизмов-возбудителей порчи при консервировании продуктов асептическим методом не имеется; Однако совершенно ясна необходимость чрезвычайно жесткого контроля всех операций во избежание микробиального загрязнения продукта во время охлаждения, розлива и закатки. Теоретически можно считать, что случаи порчи консервов вследствие негерметичности банок будут более редкими по сравнению с банками, стерилизованными обычными методами, так как при асептическом консервировании швы банок не подвергаются напряжениям, неизбежным при стерилизации банок под давлением.
В связи с методами асептического консервирования и другими, использующими кратковременную стерилизацию при повышенных температурах, следует отметить проблему инактивации ферментов и их регенерации. Для обычных методов стерилизации при температурах до 120° зависимость между временем и температурой обусловливается главным образом термостойкостью бактерий-возбудителей порчи; режим стерилизации, достаточный для их уничтожения, достаточен и для инактивации ферментов. Однако при применении кратковременной стерилизации при повышенных температурах мгновенный нагрев может быть недостаточным для полной инактивации ферментов, хотя и совершенно достаточен для уничтожения микроорганизмов-возбудителей порчи. Во время хранения консервов может иметь место регенерация частично инактивированных ферментов, в результате чего образуются неприятные посторонние привкус и запах. В обзоре литературы по этому вопросу, опубликованному в 1954 г., указывается, что взаимосвязь время-температура при разработке режимов кратковременной стерилизации должна быть точно установлена с учетом полной инактивации ферментов в некоторых продуктах и сохранения их вкусовых качеств.
Стерилизация при помощи ионизирующего излучения
Бактерицидные свойства ионизирующего излучения известны уже в течение многих лет, но лишь сравнительно недавно был поставлен вопрос о возможности использования таких излучений для стерилизации пищевых продуктов. По практическим соображениям наиболее пригодными для этой цели являются высокоэнергетические электроны, получаемые от ускорителей частиц, или гамма-лучи, излучаемые продуктами ядерной реакции.
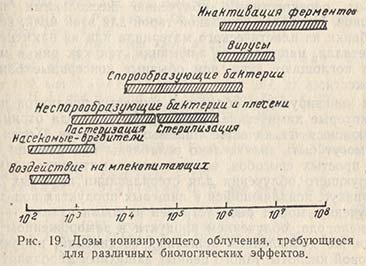
На рис. 19 приводится схема, на которой указаны дозы, требующиеся для получения различных биологических изменений. Единицей измерения дозы, принятой на этой схеме, является фэр (физический эквивалент рентгена), который соответствует поглощению энергии в размере 83,8 эрга на грамм материала. Любой процесс стерилизации, применяемый для пищевых продуктов, должен по меньшей мере осуществлять уничтожение спор Cl. botulinum; исследованиями установлено, что для этого требуется доза около 2 млн. фэр. При некоторых условиях эта доза недостаточна для инактивации ферментов. В литературе имеются указания, что летальный эффект облучения зависит от состава среды, участвующей в процессе облучения, присутствия защитных соединений и присутствия или отсутствия кислорода. Согласно данным, опубликованным позднее, бактериальные споры, по-видимому, менее восприимчивы к действию защитных соединений. Учитывая оказанное выше, следует признать, что дозы порядка 2 млн. фэр могут быть недостаточными для коммерческой стерилизации пищевых продуктов.
Ионизирующее излучение может быть активным, только если лучи проникают в стерилизуемый продукт. Хотя гамма-лучи проникают глубже, чем электроны с практически возможной высокой энергией, время экспозиции продукта действию гамма-лучей должно быть значительно больше. Чем выше скорость электронов, тем больше степень их проникновения; установление верхнего предела скорости электронов обусловливается экономическими соображениями в отношении оборудования и опасностью приобретения облучаемыми продуктами радиоактивности. В случае применения ускоренных электронов продукты должны быть взяты в виде относительно тонкого слоя и подвергаться перекрестному облучению несколькими пучками электронов. Наиболее пригодной тарой для этой цели, вероятно, будут банки из пластического материала или из наименее плотного металла, например из алюминия, так как они в меньшей степени поглощают лучи, чем обычные консервные банки из белой жести.
При ионизирующем облучении пищевых продуктов происходят некоторые химические реакции, почти всегда отрицательно отражающиеся на качестве пищевых продуктов. Хотя эти реакции могут быть значительно ослаблены при помощи сравнительно простых способов, все же они лимитируют применение ионизирующего облучения для стерилизации пищевых продуктов. Привкус, появляющийся в пищевых продуктах под действием облучения, может быть устранен разными путями - удалением кислорода, облучением продукта в замороженном состоянии или же добавлением защитных соединений, например аскорбиновой кислоты. Много ценных защитных мероприятий описано в статьях американских исследователей. Полный обзор по применению ионизирующего облучения для сохранения пищевых продуктов составлен Хеннаном.
Теоретически ионизирующее облучение пищевых продуктов может обеспечить их стерильность, и в конце концов этот способ может с экономической точки зрения выдержать конкуренцию с существующими способами стерилизации пищевых продуктов. Однако необходимо проведение дальнейших исследований для изучения возможного вредного физиологического действия облученных пищевых продуктов и для разработки методов устранения отрицательных химических изменений прежде, чем этот новый способ стерилизации будет внедрен в промышленность.